Cách hàn màng chống thấm HDPE là bước quan trọng quyết định hiệu quả chống thấm và độ bền của công trình. Bài viết sẽ hướng dẫn chi tiết từng bước thi công hàn màng HDPE sao cho chuẩn kỹ thuật, dễ hiểu, giúp kỹ thuật viên và nhà thầu dễ dàng áp dụng.
Chuẩn bị dụng cụ và vật tư trước khi hàn HDPE
Trước khi bắt đầu, việc chuẩn bị kỹ lưỡng sẽ giúp quá trình hàn diễn ra suôn sẻ và đạt chất lượng cao. Điều này bao gồm kiểm tra dụng cụ và đảm bảo bề mặt màng sạch sẽ, tránh ảnh hưởng đến độ bám dính.
Danh sách dụng cụ hàn HDPE không thể thiếu

Trước khi bắt tay vào công việc, bạn cần có đầy đủ các thiết bị chuyên dụng sau:
- Máy hàn nóng (kép): Thiết bị chính để tạo ra các mối hàn song song chắc chắn, dùng cho các đường thẳng.
- Máy hàn đùn (khí): Phù hợp để xử lý các vị trí khó, phức tạp như góc, ống xuyên màng, hoặc để sửa chữa các lỗi nhỏ.
- Máy thổi khí nóng: Dùng để làm sạch và làm khô bề mặt màng trước khi hàn.
- Các dụng cụ phụ trợ khác: Bàn chà thô, máy cắt màng, nhiệt kế, và không thể thiếu là găng tay bảo hộ để đảm bảo an toàn lao động.
Yêu cầu kỹ thuật với màng HDPE trước khi hàn
Bề mặt phải sạch và khô: Vệ sinh kỹ lưỡng màng HDPE là bước bắt buộc. Đảm bảo bề mặt không còn bụi bẩn, dầu mỡ hay hơi ẩm. Bạn có thể sử dụng giẻ khô hoặc bàn chà thô để loại bỏ tạp chất.
Điều kiện thời tiết phù hợp: Tránh thi công vào những ngày mưa, gió mạnh hoặc có độ ẩm cao. Những yếu tố này có thể làm giảm nhiệt độ mối hàn và ảnh hưởng trực tiếp đến chất lượng, khiến đường hàn dễ bị bong tróc.
3 phương pháp hàn màng HDPE phổ biến và chi tiết các bước thực hiện
Việc áp dụng đúng cách hàn màng chống thấm HDPE đảm bảo công trình bền vững, không thấm nước. Có ba phương pháp chính để hàn màng HDPE, mỗi phương pháp có ưu điểm riêng và phù hợp với từng loại công trình.

Cách hàn bằng máy hàn nóng
Hàn nóng là phương pháp phổ biến nhất trong thi công màng HDPE nhờ độ bền mối hàn cao, thi công nhanh và đảm bảo kín nước. Kỹ thuật này sử dụng máy hàn kép tạo ra hai đường hàn song song, giữa có khe rỗng để kiểm tra độ kín.
Các bước thực hiện cụ thể:
- Chuẩn bị máy hàn: Trước khi hàn, kỹ thuật viên điều chỉnh các thông số máy về mức chuẩn: nhiệt độ khoảng 400 – 450°C, tốc độ chạy 1,5 – 2,5 m/phút và áp lực phù hợp để đảm bảo vật liệu nóng chảy đều, không quá lỏng hoặc bị cháy.
- Làm sạch bề mặt: Dùng giẻ sạch hoặc máy thổi khí loại bỏ bụi bẩn, cát, dầu mỡ. Màng phải khô ráo hoàn toàn để mối hàn đạt chất lượng tốt nhất.
- Căn chỉnh mép màng: Đặt hai tấm màng chồng khít, thẳng hàng để khi hàn không bị lệch hoặc gấp nếp.
- Tiến hành hàn: Cho máy chạy dọc theo đường tiếp giáp. Nhiệt độ và áp lực từ máy sẽ làm nóng chảy bề mặt màng, tạo liên kết chắc chắn.
- Kiểm tra sau hàn: Quan sát trực tiếp mối hàn, đảm bảo đường hàn đều, không bị cháy xém, không rỗ khí hay bong tách. Có thể dùng phương pháp bơm khí hoặc thử áp lực để kiểm tra kín khít.
Với ưu điểm nhanh, bền, ổn định, hàn nóng luôn là lựa chọn ưu tiên cho các công trình có diện tích lớn hoặc yêu cầu độ an toàn cao.
Cách hàn HDPE bằng máy hàn khí
Phương pháp hàn khí thường được áp dụng cho những vị trí khó tiếp cận, góc cạnh hoặc khu vực hẹp mà máy hàn kép không thể thao tác. Đây cũng là giải pháp hiệu quả trong các trường hợp cần sửa chữa, vá lỗi hoặc hàn điểm nhỏ.
Quy trình thực hiện cơ bản gồm các bước sau:
- Chuẩn bị bề mặt: Làm sạch bụi bẩn, dầu mỡ và đảm bảo mép màng khô ráo để tăng độ bám dính.
- Chuẩn bị que hàn HDPE: Chọn que hàn cùng loại vật liệu với màng để mối hàn đồng chất, tránh nứt gãy về sau.
- Điều chỉnh thiết bị: Máy hàn khí có đầu phun tạo luồng khí nóng. Kỹ thuật viên điều chỉnh nhiệt độ phù hợp để làm nóng chảy cả que hàn và bề mặt màng.
- Tiến hành hàn: Đưa que hàn vào đầu phun, khí nóng sẽ làm mềm vật liệu. Người thợ ép que hàn chặt vào bề mặt màng theo đường hàn cần nối.
- Hoàn thiện và kiểm tra: Sau khi hàn xong, chờ nguội tự nhiên rồi kiểm tra mối hàn để đảm bảo bề mặt phẳng, không rỗ khí, không bong tách.
Ưu điểm của phương pháp này là tính linh hoạt, thao tác chính xác tại những vị trí nhỏ hẹp, giúp tăng hiệu quả thi công. Tuy nhiên, tốc độ hàn thường chậm hơn so với máy hàn kép, và mối hàn chỉ nên áp dụng cho phạm vi nhỏ thay vì đường dài hoặc mối chịu lực lớn.
Cách hàn HDPE bằng máy hàn đơn
Hàn bằng máy hàn đơn là giải pháp linh hoạt thường được áp dụng trong những trường hợp diện tích thi công nhỏ, vị trí hẹp hoặc cần xử lý, sửa chữa nhanh. Khác với máy hàn kép, máy hàn đơn chỉ tạo ra một đường hàn duy nhất, vì vậy tốc độ thao tác nhanh nhưng độ bền của mối hàn thường không cao bằng.
Quy trình hàn cơ bản gồm:
- Chuẩn bị bề mặt: Vệ sinh sạch sẽ vị trí cần hàn, đảm bảo không còn bụi bẩn, dầu mỡ hay độ ẩm.
- Điều chỉnh nhiệt độ máy: Máy hàn đơn có ưu điểm dễ kiểm soát nhiệt độ, thường điều chỉnh trong khoảng 300 – 400°C tùy độ dày màng.
- Tiến hành hàn: Đặt hai mép màng chồng khít, cho đầu hàn chạy dọc theo đường nối. Người thợ cần thao tác đều tay để tránh đường hàn bị cháy hoặc không kín.
- Kiểm tra mối hàn: Quan sát trực tiếp, đảm bảo mối hàn liền mạch, không có lỗ rỗ khí hay bong tróc.
Ưu điểm: thao tác nhanh, dễ dùng, phù hợp cho sửa chữa tại chỗ hoặc hàn những điểm nhỏ, cục bộ.
Hạn chế: độ bền và khả năng chịu lực của mối hàn thấp, không thích hợp cho các đường hàn dài hoặc công trình yêu cầu độ kín khít cao.
Vì vậy, hàn bằng máy hàn đơn chỉ nên sử dụng như giải pháp bổ sung chứ không thay thế được phương pháp hàn nóng kép hoặc hàn khí trong các dự án lớn.
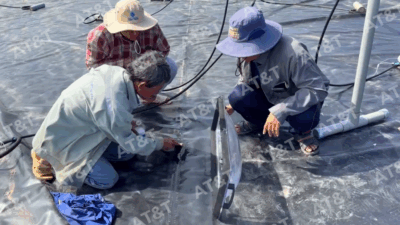
Trên thực tế, nhiều dự án ao tôm đã ứng dụng thành công phương pháp này, chi tiết xem tại phương pháp hàn màng HDPE trong ao nuôi tôm
Kiểm tra và đánh giá chất lượng đường hàn HDPE
Sau khi hàn, kiểm tra là bước quan trọng để đảm bảo không thấm nước. Sử dụng phương pháp không phá hủy để tránh hỏng màng.

Các phương pháp kiểm tra đường hàn không phá hủy
Áp dụng thử nghiệm áp lực khí (air lance test): Bơm khí vào kênh giữa hai đường hàn kép với áp suất 1-2 bar, kiểm tra xem có rò rỉ không trong 5 phút. Hoặc vacuum box test: Đặt hộp chân không lên mối hàn, hút chân không đến -0.5 bar và quan sát bọt xà phòng. Những phương pháp này giúp phát hiện lỗ thủng sớm.
Dấu hiệu nhận biết một đường hàn HDPE đạt chuẩn
Đường hàn phải phẳng, đều màu, rộng ít nhất 4cm, không có bong bóng khí hoặc vết cháy. Kiểm tra bằng cách kéo nhẹ để xem độ bám dính. Nếu đạt, mối hàn sẽ có độ bền tương đương màng gốc. Trong dự án thực tế như ao nuôi tôm tại miền Nam, kiểm tra kỹ đã giúp giảm tỷ lệ thấm nước xuống dưới 1%.
Giải đáp các sự cố thường gặp khi hàn màng HDPE (FAQ)
Dưới đây là các câu hỏi thường gặp, giúp bạn xử lý nhanh chóng. Chúng tôi sử dụng cấu trúc FAQ để dễ theo dõi.
- Tại sao đường hàn không dính? Nguyên nhân thường do bề mặt bẩn hoặc nhiệt độ thấp. Giải pháp: Làm sạch kỹ và điều chỉnh máy lên 400-450°C.
- Nguyên nhân gây cháy màng HDPE? Do nhiệt độ quá cao hoặc tốc độ chậm. Khắc phục bằng cách giảm nhiệt và tăng tốc độ hàn.
- Xử lý thế nào khi hàn trong trời mưa? Tránh hàn trực tiếp; che chắn khu vực và chờ khô ráo, hoặc hoãn đến thời tiết tốt.
- Làm sao kiểm tra mối hàn ở góc cạnh? Sử dụng hàn extrusion và vacuum test để đảm bảo kín khít.
- Màng HDPE có chịu được hóa chất không? Có, nhưng kiểm tra thông số trước khi áp dụng cho bãi rác hoặc hồ hóa chất.
Ngoài ra, để lựa chọn loại vật liệu phù hợp, bạn có thể xem thêm: So sánh màng So sánh màng HDPE với PVC