Màng chống thấm HDPE hiện đang là vật liệu chống thấm phổ biến trong các công trình môi trường, hồ chứa nước, hồ nuôi thủy sản, bãi chôn lấp rác thải và hồ biogas. Tuy nhiên, để hệ thống chống thấm hoạt động bền vững trong hàng chục năm, yếu tố quyết định không chỉ nằm ở chất lượng vật liệu mà còn phụ thuộc vào kỹ thuật hàn màng chống thấm HDPE.
Một mối hàn đạt chuẩn sẽ đảm bảo khả năng kín nước tuyệt đối, giúp lớp màng HDPE hoạt động ổn định trong điều kiện môi trường khắc nghiệt. Ngược lại, nếu quy trình hàn không đúng kỹ thuật, nguy cơ rò rỉ và hư hỏng công trình có thể xảy ra chỉ sau một thời gian ngắn sử dụng.
Trong bài viết này, Công ty TNHH Thương Mại – Dịch vụ AT&T sẽ giúp bạn hiểu rõ các phương pháp hàn, quy trình kỹ thuật và cách kiểm tra chất lượng mối hàn màng HDPE theo tiêu chuẩn thi công hiện nay.
Tổng quan về kỹ thuật hàn màng chống thấm HDPE
Màng HDPE (High Density Polyethylene) được sản xuất từ nhựa polyethylene mật độ cao với khả năng chống thấm gần như tuyệt đối. Trong thi công thực tế, các tấm màng HDPE thường được liên kết với nhau bằng phương pháp hàn nhiệt để tạo thành một lớp chống thấm liên tục.
Kỹ thuật hàn HDPE là quá trình sử dụng nhiệt độ và áp lực để làm nóng chảy bề mặt hai tấm màng, sau đó ép chúng lại với nhau để tạo thành mối liên kết bền vững.
Nếu thi công đúng quy trình, mối hàn có thể đạt độ bền tương đương hoặc thậm chí cao hơn so với vật liệu gốc.
Các phương pháp kỹ thuật hàn màng chống thấm HDPE phổ biến
Trong thi công màng chống thấm HDPE, việc lựa chọn phương pháp hàn phù hợp đóng vai trò rất quan trọng để đảm bảo độ kín nước, độ bền cơ học và tuổi thọ của toàn bộ hệ thống chống thấm. Tùy vào quy mô công trình, điều kiện thi công và vị trí hàn mà kỹ thuật viên sẽ áp dụng các phương pháp hàn khác nhau.
Hiện nay, trong thực tế thi công các công trình môi trường, nông nghiệp và hạ tầng kỹ thuật, hai phương pháp kỹ thuật hàn màng chống thấm HDPE được sử dụng phổ biến nhất là hàn nhiệt kép bằng máy hàn tự động và hàn đùn. Mỗi phương pháp đều có đặc điểm riêng, phù hợp với từng vị trí thi công cụ thể.
Sự kết hợp linh hoạt giữa hai kỹ thuật này giúp đảm bảo các tấm màng HDPE được liên kết chặt chẽ, tạo thành lớp chống thấm liên tục và ổn định trong suốt vòng đời công trình.
Hàn nhiệt kép bằng máy hàn tự động
Hàn nhiệt kép bằng máy hàn tự động là phương pháp được áp dụng rộng rãi nhất trong thi công các công trình sử dụng màng HDPE diện tích lớn như hồ chứa nước, hồ nuôi tôm, hồ xử lý nước thải, bãi chôn lấp rác thải hay các công trình môi trường quy mô lớn.
Nguyên lý của phương pháp này dựa trên việc sử dụng máy hàn nhiệt chuyên dụng để gia nhiệt hai bề mặt màng HDPE tại khu vực chồng mí. Máy hàn được trang bị hai thanh gia nhiệt giúp làm nóng đồng thời hai lớp màng. Sau khi đạt đến nhiệt độ thích hợp, hệ thống con lăn áp lực của máy sẽ ép chặt hai lớp màng lại với nhau để tạo thành mối hàn bền vững.
Điểm đặc trưng của phương pháp hàn nhiệt kép là tạo ra hai đường hàn song song, ở giữa có một khoảng trống nhỏ. Khoảng trống này đóng vai trò rất quan trọng vì cho phép thực hiện thử nghiệm áp suất khí để kiểm tra độ kín của mối hàn sau khi thi công.
Trong quá trình thi công, các thông số kỹ thuật của máy hàn như nhiệt độ, áp lực và tốc độ di chuyển phải được điều chỉnh chính xác để phù hợp với độ dày của màng HDPE cũng như điều kiện môi trường. Trước khi tiến hành hàn chính thức, đội thi công thường thực hiện mẫu hàn thử để kiểm tra độ bền và đảm bảo thông số máy được cài đặt đúng.
Nhờ tính tự động hóa cao, máy hàn nhiệt kép giúp quá trình thi công diễn ra nhanh chóng và đồng đều, hạn chế tối đa sai sót do yếu tố con người. Đây cũng là lý do phương pháp này được xem là tiêu chuẩn trong thi công các công trình chống thấm sử dụng màng HDPE.
Một số ưu điểm nổi bật của phương pháp hàn nhiệt kép bao gồm:
- Mối hàn có độ kín nước rất cao, đảm bảo khả năng chống thấm tuyệt đối
- Tốc độ thi công nhanh, phù hợp với các dự án có diện tích lớn
- Chất lượng mối hàn ổn định và đồng đều
- Có thể kiểm tra chất lượng bằng phương pháp thử áp suất khí
Nhờ những ưu điểm trên, hàn nhiệt kép được xem là giải pháp hàn chính trong kỹ thuật thi công màng chống thấm HDPE tại hầu hết các công trình hiện nay.

Hàn đùn
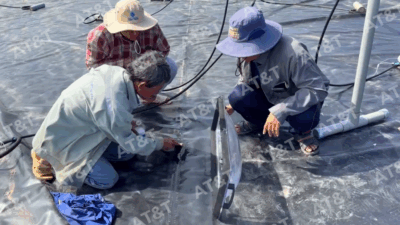
Bên cạnh phương pháp hàn nhiệt kép, hàn đùn là kỹ thuật hàn được sử dụng phổ biến trong các vị trí chi tiết hoặc khu vực mà máy hàn tự động khó tiếp cận.
Trong các công trình thực tế, không phải tất cả các mối nối đều có thể thực hiện bằng máy hàn nhiệt kép. Những vị trí như góc công trình, khu vực xuyên ống, điểm kết nối với cấu kiện bê tông hoặc các khu vực cần sửa chữa mối hàn thường yêu cầu phương pháp hàn linh hoạt hơn. Lúc này, kỹ thuật hàn đùn sẽ được áp dụng.
Nguyên lý của phương pháp này là sử dụng máy hàn đùn chuyên dụng để nung chảy vật liệu HDPE dạng que hoặc hạt nhựa. Vật liệu nóng chảy sau đó được đùn trực tiếp vào vị trí khe nối giữa hai tấm màng HDPE. Khi vật liệu nguội đi, nó sẽ liên kết chặt với bề mặt màng và tạo thành mối hàn chắc chắn.
Trước khi tiến hành hàn đùn, bề mặt màng HDPE tại khu vực cần hàn thường được mài nhám nhẹ để tăng độ bám dính. Sau đó, kỹ thuật viên sẽ sử dụng máy hàn đùn để tạo lớp nhựa nóng chảy phủ lên khu vực nối. Quá trình này đòi hỏi tay nghề cao để đảm bảo mối hàn có độ dày đồng đều và bám chắc vào bề mặt màng.
Hàn đùn thường được sử dụng trong các trường hợp như:
- Thi công tại các góc công trình hoặc khu vực có hình dạng phức tạp
- Kết nối màng HDPE với ống xuyên hoặc các cấu kiện kỹ thuật
- Sửa chữa các mối hàn bị lỗi trong quá trình kiểm tra
- Gia cố các vị trí cần tăng cường độ kín nước
Mặc dù tốc độ thi công không nhanh bằng hàn nhiệt kép, nhưng hàn đùn lại mang đến tính linh hoạt cao và có thể xử lý hiệu quả các chi tiết kỹ thuật phức tạp.
Một số ưu điểm của phương pháp hàn đùn bao gồm:
- Linh hoạt trong thi công tại nhiều vị trí khác nhau
- Phù hợp với các chi tiết phức tạp hoặc khu vực nhỏ
- Có thể sử dụng để sửa chữa mối hàn bị lỗi
- Tăng cường độ kín nước cho các vị trí đặc biệt
Trong thực tế thi công, hai phương pháp hàn nhiệt kép và hàn đùn thường được kết hợp với nhau để đảm bảo toàn bộ hệ thống màng chống thấm HDPE được liên kết hoàn chỉnh và đạt chất lượng cao nhất. Khi được thực hiện đúng quy trình kỹ thuật, các mối hàn này có thể duy trì độ bền và khả năng chống thấm ổn định trong nhiều năm vận hành của công trình.

Quy trình kỹ thuật hàn màng chống thấm HDPE tiêu chuẩn
Để đảm bảo mối hàn đạt chất lượng cao, quá trình thi công cần tuân thủ quy trình kỹ thuật nghiêm ngặt.
Chuẩn bị bề mặt trước khi hàn
Trước khi tiến hành hàn, bề mặt màng HDPE cần được kiểm tra và làm sạch.
Các bước chuẩn bị bao gồm:
- Loại bỏ bụi bẩn, cát và nước trên bề mặt
- Kiểm tra độ phẳng của nền
- Đảm bảo mép màng chồng lên nhau đúng tiêu chuẩn (thường từ 10–15 cm)
Nếu bề mặt không sạch hoặc có độ ẩm cao, mối hàn sẽ dễ bị lỗi.
Cài đặt thông số máy hàn
Thông số máy hàn phải được điều chỉnh phù hợp với:
- Độ dày màng HDPE
- Nhiệt độ môi trường
- Tốc độ thi công
Ba yếu tố quan trọng trong kỹ thuật hàn gồm:
- Nhiệt độ
- Áp lực
- Tốc độ di chuyển máy hàn
Trước khi hàn chính thức, đội thi công thường thực hiện mẫu hàn thử để kiểm tra chất lượng.
Thực hiện hàn màng HDPE
Sau khi hoàn tất các bước chuẩn bị, máy hàn sẽ tiến hành hàn liên tục theo đường nối giữa hai tấm màng.
Trong quá trình hàn cần đảm bảo:
- Máy di chuyển ổn định
- Không bị rung hoặc lệch đường hàn
- Nhiệt độ được duy trì ổn định
Một mối hàn đạt chuẩn sẽ có bề mặt đều, không cháy màng và không bị hở mép.
>> Xem ngay: Thi công bạt HDPE cho bãi rác: Quy trình và lưu ý
Kiểm tra chất lượng mối hàn màng chống thấm HDPE
Sau khi hoàn thành quá trình hàn, bước kiểm tra chất lượng là cực kỳ quan trọng để đảm bảo hệ thống chống thấm hoạt động hiệu quả.
Kiểm tra áp lực khí
Đây là phương pháp kiểm tra phổ biến đối với mối hàn kép.
Quy trình kiểm tra gồm:
- Bơm khí vào khoảng trống giữa hai đường hàn
- Giữ áp suất trong một khoảng thời gian nhất định
- Theo dõi sự thay đổi áp suất
Nếu áp suất không giảm, mối hàn được xem là đạt tiêu chuẩn kín nước.
Kiểm tra bằng phương pháp chân không
Phương pháp này được sử dụng để kiểm tra các mối hàn đơn hoặc mối hàn sửa chữa.
Dung dịch xà phòng được phủ lên bề mặt mối hàn, sau đó đặt hộp chân không lên khu vực kiểm tra.
Nếu xuất hiện bọt khí, điều đó cho thấy mối hàn có rò rỉ.

Những yếu tố ảnh hưởng đến kỹ thuật hàn màng chống thấm HDPE
Chất lượng mối hàn HDPE có thể bị ảnh hưởng bởi nhiều yếu tố khác nhau.
Điều kiện thời tiết
Nhiệt độ môi trường quá thấp hoặc quá cao có thể ảnh hưởng đến quá trình hàn.
Thông thường, thi công màng HDPE được khuyến nghị thực hiện trong khoảng nhiệt độ từ 25°C đến 30°C.
Tay nghề đội thi công
Thi công màng HDPE đòi hỏi đội ngũ kỹ thuật viên có kinh nghiệm và được đào tạo chuyên môn.
Sai sót nhỏ trong quá trình vận hành máy hàn cũng có thể làm giảm chất lượng mối nối.
Chất lượng thiết bị hàn
Máy hàn cần được kiểm tra và hiệu chuẩn thường xuyên để đảm bảo:
- Nhiệt độ chính xác
- Áp lực ổn định
- Tốc độ hàn phù hợp
Dịch vụ thi công màng HDPE chuyên nghiệp từ AT&T
Công ty TNHH Thương Mại – Dịch vụ AT&T là đơn vị chuyên cung cấp và thi công màng chống thấm HDPE cho nhiều dự án môi trường và nông nghiệp tại Việt Nam.
AT&T sở hữu:
- Đội ngũ kỹ thuật viên giàu kinh nghiệm
- Thiết bị hàn HDPE hiện đại
- Quy trình kiểm soát chất lượng nghiêm ngặt
Nhờ đó, các công trình do AT&T thực hiện luôn đảm bảo độ bền và khả năng chống thấm lâu dài.
>> Xem ngay: Đơn vị uy tín cung cấp màng HDPE chất lượng
Những câu hỏi thường gặp – FAQ
Nhiệt độ máy hàn bao nhiêu là phù hợp?
Thông thường dao động từ 350°C đến 420°C tùy theo độ dày màng và nhiệt độ môi trường thực tế.
Có thể dùng keo dán thay cho máy hàn không?
Không nên. Keo dán không đảm bảo được độ bền phân tử và dễ bị lão hóa dưới tác động của hóa chất và tia UV, không thể thay thế cho kỹ thuật hàn nhiệt chuyên dụng.
Khoảng cách chồng mí giữa hai tấm màng bao nhiêu là chuẩn?
Khoảng cách tiêu chuẩn là từ 10cm đến 15cm để đảm bảo đủ diện tích cho máy hàn kép hoạt động hiệu quả.
Bao lâu cần kiểm tra mối hàn sau khi thi công?
Việc kiểm tra mối hàn thường được thực hiện ngay sau khi hoàn thành đường hàn để kịp thời phát hiện lỗi.
Thông tin liên hệ:
Tên công ty: CÔNG TY TNHH THƯƠNG MẠI – DỊCH VỤ A.T&T
Hotline/Zalo: 0981 975 793 (Mr. Kiệt)
Website: https://www.attvn.vn/ | https://manghdpe.vn/
Địa chỉ: 283/23 Cách Mạng Tháng Tám, phường Hòa Hưng, Tp.Hồ Chí Minh
Email: info@attvn.vn